
Tacchi has been building flat bed CNC lathes and deep hole drilling machines for many years.
Deep hole drilling machines
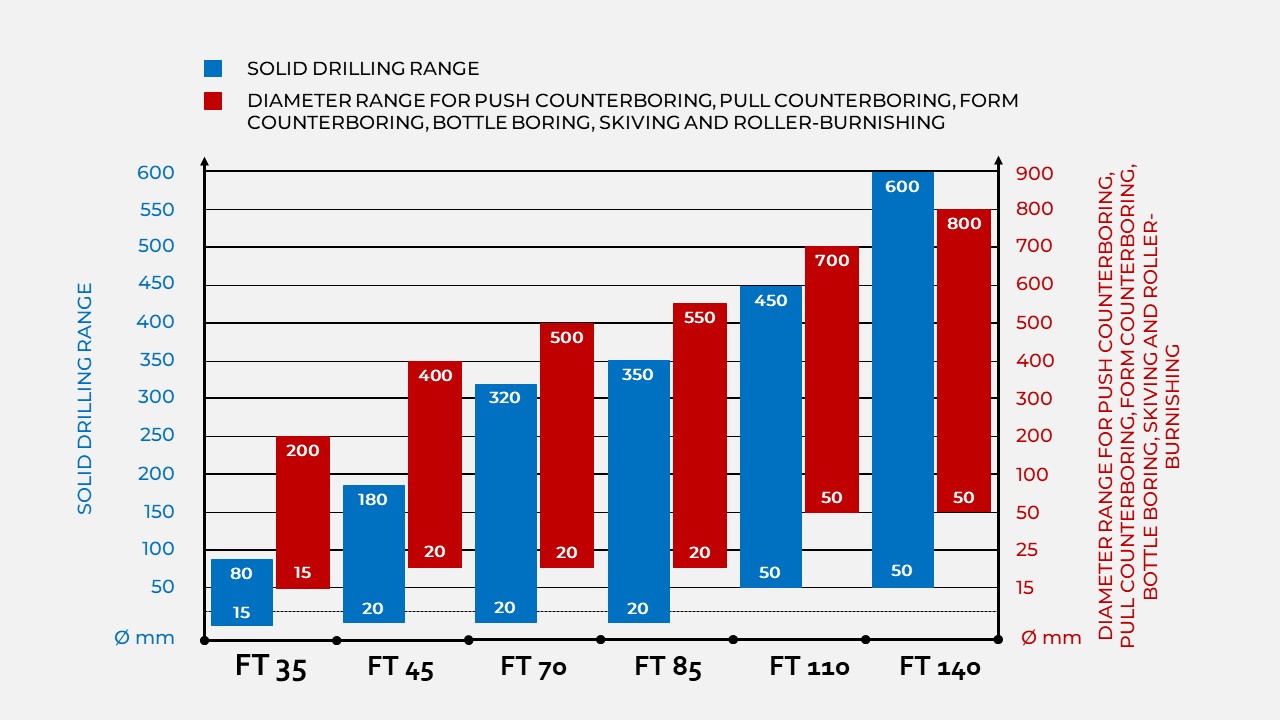
As far as deep hole borers, we can offer 6 Series of machines with different capacities and structures, all of them made of cast iron EN-GJL-300, to ensure maximum stability and vibration-free operations which are essential conditions to achieve final good quality and accuracy.
Deep hole drilling operations, in order to get good results, needs to meet three basic pre-conditions:
– Consistency of the material to be machined
– Tools suitable for the application
– A perfect and rigid deep hole drilling machine structure.
DEEP HOLE DRILLING MACHINES:
MAIN CHARACTERISTICS
With the Tacchi deep hole drilling machines, thanks also to the close cooperation with the most qualified tool manufacturers, it is possible to carry out:
– Solid drilling
– Trepanning
– Boring
– Skiving
– Roller-burnishing
– Bottle-Boring (internal profiling)



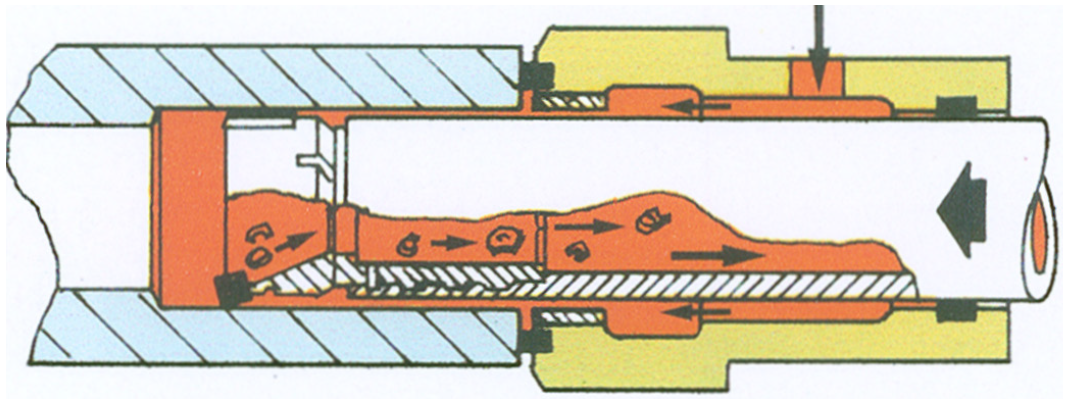
Through specific tools, it is possible to drill a hole starting from a solid workpiece in a single operation, removing the entire volume of material cut into small chips.
This is mainly a roughing operation removing a large amount of material and generating a hole which can then be machined with further operations to improve tolerances and surface quality.



Another method to get a hole starting from solid with a deep hole drilling machine is called trepanning. The tool only removes the peripheral part of the required diameter, generating a solid core.
Trepanning, like solid drilling, is a roughing operation with the difference that a lower cutting thrust is required and the core can be recycled.
Trepanning operations have limits in terms of depth, depending on the diameter to be performed.
Boring is a process that allows enlarging of an existing hole using deep hole drilling machines. It can be carried out either by pushing or by pulling.
Where no specific precisions are required in terms of straightness and roundness, the most common and economical method is boring by pushing.
Where better straightness of the hole has to be achieved, it’s necessary to use the boring-by-pulling method. In this case, the machine must be completed with accessories like a lantern chuck and arranged for coolant flow direction through the main spindle.


Skiving is an operation carried out by deep hole drilling machines with a tool equipped with scraping inserts . Whilst on one side the chip removal volume is limited, on the other side the cutting parameters are very high.
In case a better hole surface finish is required, roller-burnishing tools have to be considered. In this case, the rollers reduce the ridges on the surface of the hole to obtain a very high surface finish depending on the pressure applied by the rollers.
Skiving and roller-burnishing operations can also be performed simultaneously giving reduced cycle times, thanks to combined tools available on the market.

This operation is required when an internal profile with connecting radii, chamfers, and taper conicity has to be machined.
The CNC control unit provides for the linear and circular interpolation of the Z longitudinal axis with the X axis relevant to the expansion of the tool inserts.
This configuration of the deep hole drilling machine requires a tie-rod placed inside the boring bar with the axial movement for the tool expansion.
The interpolation of the Z and X axes is programmable directly from the CNC.
The bottle-boring operation is also usually performed by pulling. This method ensures better geometric accuracies and optimal chip evacuation.
Configuration and customization of the deep hole drilling machines
The Tacchi offer of deep hole borers includes six different series with a specific structure of deep hole drilling machines, depending on the size of the workpiece, the diameter to be machined and the required power and torque.
They can be configured as follows:
- Rotating workpiece – stationary tool
- Stationary workpiece – rotating tool
- Rotating workpiece – counter-rotating tool
Criteria to consider when choosing a deep hole drilling machine
The main requirement to be considered to select the most suitable deep hole drilling machine is the maximum drilling depth. We can cover well in excess of 25 meters.
In addition to the specific depth, the definition of the final configuration of the machine must consider:
- The main headstock, where the workpiece is clamped, in relation to the power and the torque required for the application;
- The boring saddle of the different deep hole drilling machines, having the necessary cutting thrusts.
Another key unit of the deep hole borers is the pressure head saddle conveying the cutting fluid to the tool.
The oil pressure head is pushing on the front face of the workpiece and the tightness is guaranteed either by a seal that prevents the oil leakage during cutting operations or by a special flange with a conical shape.
We also have a variety of solutions to support the workpieces, related to their shape and dimensions and whether the component rotates or not.
We can offer steady rests of various shapes and technical characteristics, floating jaws or other special clamping solutions for parts that cannot rotate.
Over time we developed workpiece supporting tables with different sizes, programmable in both cross and vertical directions.
All deep hole drilling machines must be also equipped with a number of workpiece supports depending on the length and the size of the boring bar. They must be always equipped with dampening units to reduce vibrations, thus ensuring a better surface of the hole and a longer tool life.
Various options are also available for chip management for deep hole drilling machines, such as crushers to cut long chips and to make their removal easier as well as centrifuge units to separate the cutting oil from the chips.
This will save a considerable quantity of cutting oil during the machine life.
We also have a long and proven experience with automatic tool change and also loading and unloading systems for the workpiece.
Contact us to discover more about our deep hole drilling machines.
Contact us




