
塔基公司多年来一直致力于平床身数控车床和深孔钻镗床
深孔钻镗床
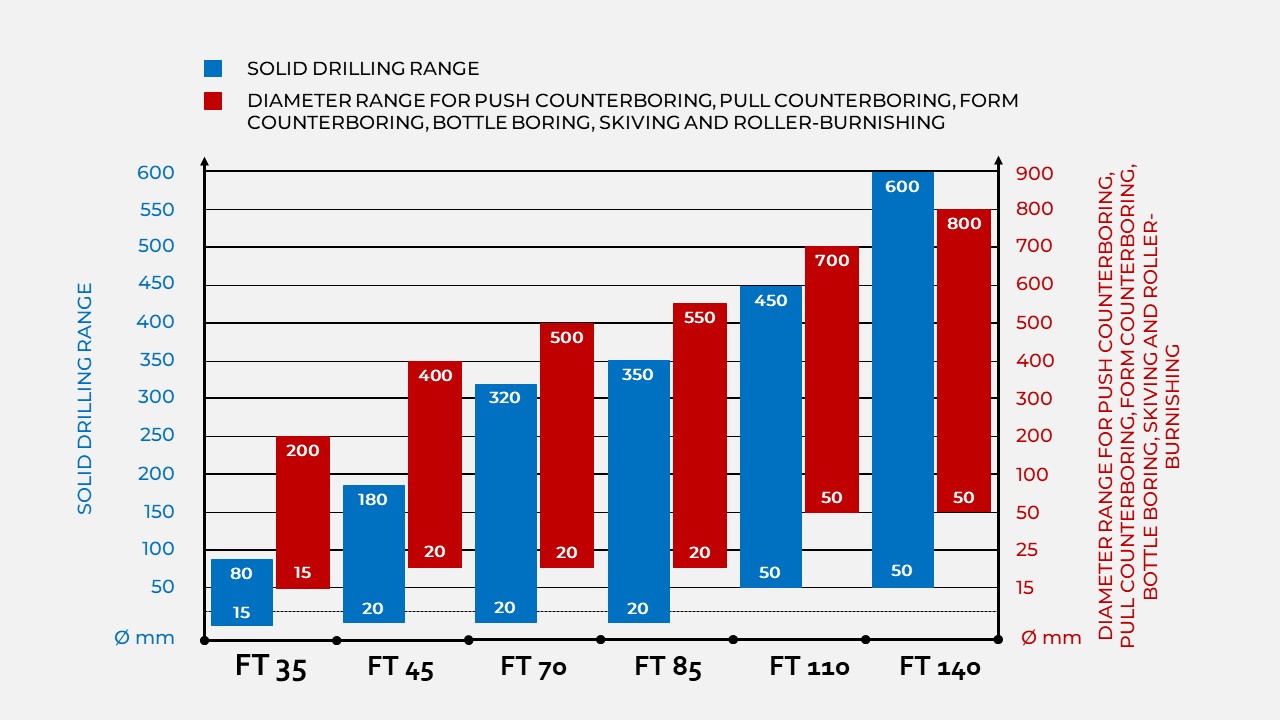
关于深孔钻镗床,我们可以提供 6个系列不同加工能力和结构的机床,所有机床都由EN-GJL-300主题制造,以确保最大的稳定性和无振动运行,这是实现最终产品良好质量和精度的必要条件。
深孔钻镗加工,为了获得良好的加工效果,需要满足三个基本的先决条件:被加工材料的一致性,适用于产品的刀具和完美高刚性的机床结构。
深孔钻镗床
凭借塔基的深孔钻镗床,以及与合格的刀具制造商的密切合作,可以实现如下加工:
– 实心钻孔
– 套料开孔
– 镗孔
– 刮削
– 滚光加工
– 曲面加工(内部型面



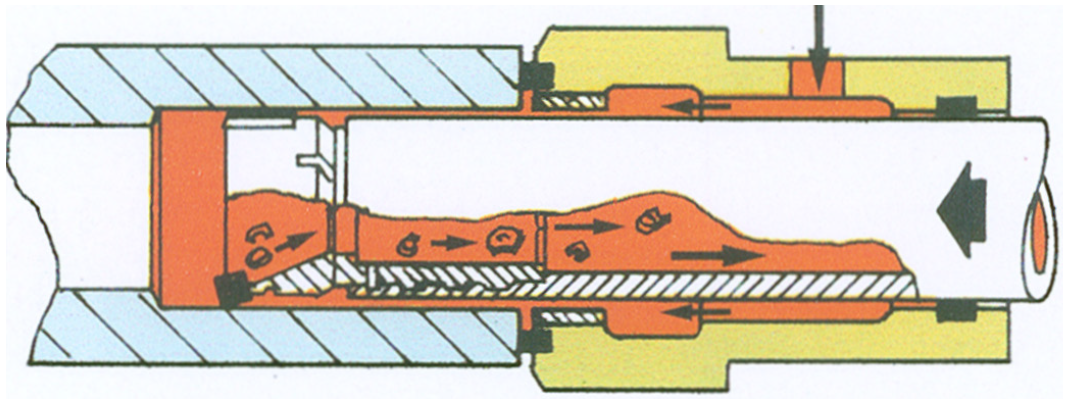
通过特定的刀具,可以在一次操作中从实心工件钻孔,以碎屑的形式去除材料体积。
实心钻孔主要是一个粗加工,去除大量材料形成一个孔,然后可以通过进一步的加工,以提高孔的公差和表面质量。



套料开孔是另外一种从实心材料开始制孔的方法。该刀具只去除所需直径的外围周边部分,可以新生成一个实心棒料。
套料开孔与实心钻孔一样,是一种粗加工,不同之处在于所需的切削推力较低,料心可以回收。
套料开孔作业在深度上是有限制的,这取决于要开孔的直径。
镗孔是一个扩大现有孔的过程。它可以通过推镗或拉镗来完成。
在对直线度和圆度没有特殊精度要求的领域,最常用、最经济的方法是推镗孔
在必须达到更好的孔直线度的领域,有必要采用拉镗孔的方法。在这种情况下,机床必须用灯笼卡盘等附件来协助完成,冷却液流经主轴方向排出。


刮削是用装有刮削刀片的刀具进行的一种操作。一方面,切削去除量有限,另一方面,切削参数非常高。
如果需要更好的孔表面光洁度,则必须考虑滚光刀具。在这种情况下,根据滚柱施加的压力,滚压减少孔表面的高点,以获得非常高的表面光洁度。
感谢市场上的组合刀具,刮削和滚压作业也可以同时进行,从而减少了加工时间

当被加工工件有圆角、倒角和锥度的内部轮廓要求时,需要进行此加工方法
数控装置提供刀座扩展相关的X轴的Z轴的直线和圆弧插补
这种配置需要在镗杆内放置一个具有轴向运动的拉杆,用于刀具扩展控制
Z轴和X轴的插补是由数控系统直接控制
曲面镗孔加工通常也采用拉镗的方式。这种方法保证了更好的精度和最佳的排削方式。
深孔钻镗床的配置和定制
塔基公司提供的深孔钻镗床包括6个不同的系列,根据工件的尺寸,加工的直径和所需的功率及扭矩具有不同的结构
不同的系列配置如下:
- 工件旋转-刀具静止
- 工件静止-刀具旋转
- 工件旋转-刀具反向旋转
选择深孔钻镗床时要考虑的标准
选择最合适的机床要考虑的主要要求是最大孔加工深度。我们可以覆盖超过25米的深度。
除了具体的深度,机床最终配置必须考虑:
- 主轴箱,工件卡紧在主轴箱上,与应用所需的功率和扭矩有关
- 对不同深孔钻镗床的镗削拖板,具有所需的切削推力
深孔钻镗床的另一个关键部件是输送切削液到刀具的油压头托板
油压头顶在工件的前表面上,通过切削操作时防止漏油的密封或通过具有锥形的特殊法兰盘来保证密封性
我们也有各种各样的解决方案来支撑工件,与它们的形状和尺寸以及工件是否旋转或必须静止有关。我们可以为不能旋转的零件提供各种方案,工件托架、浮动卡爪或其他特殊夹紧解决方案。随着时间的推移,我们开发了不同尺寸的工件支撑台,可在横向和垂直方向上进行编程控制
所有深孔钻镗床还必须配备若干个工件托架,根据镗杆的长度和尺寸必须配备减震装置以减少振动,从而确保更好的孔表面质量和更长的刀具寿命
铁屑处理也有几种选项,如破碎机切割长屑,使其更容易清理,还有离心机装置分离铁屑里的切削油
这将在长时间节省相当数量的切削油
我们在自动换刀和自动上下料装卸系统方面也有长期、成熟的经验
请联系我们,以了解塔基深孔钻镗床的更多信息。
联系我们




